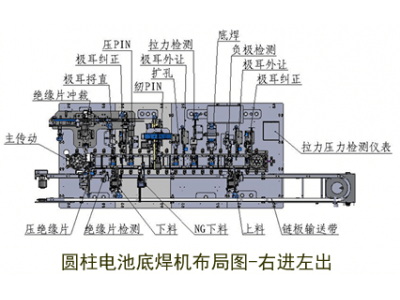
SYZ26D-01型主要应用于圆柱型锂电池极组与电池壳体底部的焊接。该机集合了机械技术、气动技术、控制技术和精密微点焊接技术,提高了设备的半自动程度:整个机器操作只需要一个动作就可以完成焊接、检测、治具退出等动作,极大方便用户使用。
设备特性配置日本MIYACHI晶体管式焊接电源,焊接质量稳定可靠;半自动程度高操作方便,全部过程只要一个操作动作;效率高日单产量高,效率可达30支/分台以上;可实现跳焊、补焊、计数、质量监督等扩充功能;通用性强:通过更换治具垫块可以适应不同型号的电池
结构特点:
整台机器分为几个相互联系的系统:焊接系统、机械结构系统、气动系统、电器系统下面分别介绍:
1焊接系统
包括日本MIYACHI晶体管式MDA-4000B、MXQ16气缸、压力追从机构VP-S、焊接电缆、反馈电缆等;
焊接系统是该设备的主要功能系统,机械系统定位后气缸MXQ16气缸带动压力追从机构上下运动,触发内部的限位开关给出信号到焊接电源,焊接电源通过精确控制放电电流和时间使工件产生接触电阻热来完成焊接过程(参考MDA-4000B说明书);
2机械结构系统
包括工作台架(含电控箱)、横向紧给机构、纵向进给机构、焊接治具机构等;
横向进给机构完成系统的横向进给和定位,可重复定位精度为0.005mm,最大运动速度可达12.5mm/s,纵向进给机构完成焊接动作并触发焊接信号构,焊接治具机构作为焊接工件的载体起工件定位和导电作用;
3气动系统
包括焊接动作回路、治具压紧回路、治具推出等三个回路(见附录二:气动原理图),通过PLC控制换向阀完成气缸的伸出和缩回等动作;
焊接开始信号后顺序动作完成焊接治具压紧定位、焊头动作和焊接制具推出等功能,焊接回路的动作频率可达到5Hz以上;
4电器系统
电器系统主要包括电器驱动、电器控制、操作界面等几个部分。驱动部分由220V交流电源供电,控制部分包括PLC和各种传感器和限位开关等,操作界面是位于设备顶部的触摸屏箱。
传感器列表:
| 序号 | 代号 | 名称 | 位置 |
|---|---|---|---|
| 1 | PSW1PSW2 | 焊接开始信号2个 | 下电极两侧焊接工位后面 |
| 2 | SL1L | 1#2#压紧气缸置位开关 | 左面第一个压紧气缸侧 |
| 3 | SL2L | 1#2#压紧气缸复位开关 | 左面第一个压紧气缸侧 |
| 4 | SL1U | 3#4#压紧气缸置位开关 | 左面第二个压紧气缸侧 |
| 5 | SL2U | 3#4#压紧气缸复位开关 | 左面第二个压紧气缸侧 |
| 6 | SW6 | 焊接气缸复位开关 | 纵向进给气缸侧 |
| 7 | LS | 放电开关 | 压力追从机构内部 |
| 8 | SL3P | 推治具气缸置位 | 铝型材立柱间气缸下面 |
| 9 | SL3R | 推治具气缸复位 | 铝型材立柱间气缸下面 |
| 10 | ZER1 | 左原点限位开关 | 导轨内 |
| 11 | ZER2 | 右原点限位开关 | 导轨内 |